

Отличных результатов цементирования скважин на Южно-Приобском месторождении достигла компания Halliburton в 2005 – 2009 гг1. За период 2010 – 2011 гг. данные результаты удалось превзойти (рис. 1, 2).

Рис. 1. Динамика качества цементирования эксплуатационных колонн за 2006 – 2011 гг. Южно-Приобское месторождение (весь интервал цементирования)

Рис. 2. Динамика качества цементирования эксплуатационных колонн за 2006 – 2011 гг. Южно-Приобское месторождение (интервал продуктивных пластов)
- в первую очередь необходимо отметить работу ООО «Газпромнефть-Хантос» по совершенствованию систем буровых растворов. Применение высокоингибирующих пресных растворов, повышающих стабильность активных глин в сочетании с методом «упреждающей кальматации» ствола скважины карбонатом кальция, позволяет предотвратить потерю циркуляции во время бурения и крепления, одновременно повышая качество последнего за счет более высокой адгезии к карбонатной корке;
- качественная проработка, промывка скважины до и после спуска обсадных колон позволяют полностью удалить шламовые отложения, тем самым предотвращая каналообразование;
- изменение диаметра эксплуатационной колонны со 178 мм на 168 мм снизило циркуляционные давления во время цементирования, что позволило поднять производительность на продавке с 1,6 м3/мин. до 2,1 м3/мин. (повышение скорости восходящего потока с 1,26 м/с до 1,46 м/с), а также на 5 мм увеличило толщину цементного кольца;
- увеличение объема и совершенствование состава буферных жидкостей;
- повышение удельного веса тампонажного раствора, предназначенного для перекрытия продуктивных интервалов до 1,95 г/см, сопровождаемое применением современных расширяющих добавок, понизителей трения и водоотдачи;
- замена бурового раствора при продавке во время цементирования на техническую воду повысила разницу давлений внутри и снаружи эксплуатационной колонны, увеличив тем самым «прижимающую» силу и адгезию цементного камня к трубе;
- применение продавочных пробок HWE (High Wiper Efficiency) позволило эффективно очищать внутреннюю часть труб, предотвращая вероятность образования ненормативного цементного стакана, а также загрязнение цемента буровым раствором и буферной жидкостью;
- совершенствование системы центрации в интервалах продуктивных пластов: применение центраторов импортного производства с улучшенными пружинными свойствами, гарантированным зазором и одновременно низкими стартовым усилием и сопротивлением при спуске;
- применение цементировочного агрегата с усовершенствованной системой сбора данных – FLECS и регулирования плотности затворяемого цемента – RCMIII позволило повысить однородность закачиваемых тампонажных и буферных жидкостей, сократить влияние человеческого фактора на качество работ.
Полное замещение бурового раствора цементным – основная задача для обеспечения надежной крепи. Важным фактором, влияющим на качество замещения, являются скорость восходящего потока и режимы течения жидкостей. Поэтому в 2010 г. расход при продавке во время цементирования эксплуатационных колонн был увеличен с 2,1 м3/мин. до 2,23 м3/мин., что позволило поднять скорость восходящего потока с 1,46 м/с до 1,57 м/с, сохраняя при этом целостность изолируемых пластов. Еще одной мерой, позволившей повысить качество замещения бурового раствора, стала оптимизация буферной системы: увеличение объема маловязкого реактивного буфера и ПАВ до 14 м3, а также увеличение объема реологического высокоабразивного буфера Scavenger на основе цемента до 5 м3. Общий объем трехкомпонентной буферной системы составил 19 м3 (около 800 м в затрубном пространстве), такая система гарантирует качественную промывку ствола скважины и подготовку его к креплению тампонажной смесью.
Как показывает опыт, повышение качества – это комплекс мер. Тем не менее использование алюмосиликатных микросфер Izolight в дизайне облегченного раствора в 2011 г. сначала при цементировании эксплуатационных колонн (рис. 3), а затем и при цементировании кондукторов (рис. 4) показало, что даже единичный фактор может оказать серьезное воздействие на всю систему.

Рис. 3. Сравнение качества цементирования эксплуатационных колонн в 2009 – 2011 гг. Южно-Приобское месторождение (интервал облегченного цемента)

Рис. 4. Сравнение качества цементирования кондукторов различными системами облегченных цементов Южно-Приобское месторождение (весь интервал цементирования )
- Более низкая вязкость за счет сферической формы Izolight (принцип подшипника) позволяет тампонажной смеси в отдельных точках ствола скважины при меньшей скорости переходить в режим турбулентного течения и качественнее замещать буровой раствор2. Раствор на основе микросфер, по сравнению с обычным гельцементом, эффективнее замещается тяжелым, что гарантирует более качественную изоляцию продуктивных пластов. Дополнительным эффектом является снижение эквивалентной циркуляционной плотности и давления во время цементирования.
- Наряду с прекрасными реологическими показателями раствор на основе Izolight обладает повышенными абразивными свойствами за счет того, что часть микросфер (5 – 7%), проходя через забойную зону, лопается, образуя частицы с острыми краями (рис. 5, 6).

Вышеописанные реологические и абразивные преимущества становятся очевидными при детальном сравнении характера сцепления «цемент–колонна» в интервале облегченного раствора. Особенно большая разница значений наблюдается в интервалах максимального угла наклона скважин (1400 – 2400 м), а также при уменьшении глубины, когда время контакта колонны и породы с буферными и цементными жидкостями уменьшается (рис. 7, 8). Рис. 5. Фотография микросфер Izolight
Рис. 5. Фотография микросфер Izolight Рис. 6. Фотография облегченного цементного камня на основе Izolight
Рис. 6. Фотография облегченного цементного камня на основе Izolight Рис. 7. Дифференциальное сравнение качества сцепления (график построен на основе анализа АКЦ более 140 скважин за период 2010 – 2011 гг.)
Рис. 7. Дифференциальное сравнение качества сцепления (график построен на основе анализа АКЦ более 140 скважин за период 2010 – 2011 гг.) Рис. 8. Полиномиальная зависимость качества сцепления от глубины залегания интервала (график построен на основе анализа АКЦ более 140 скважин за период 2010 – 2011 гг.)
Рис. 8. Полиномиальная зависимость качества сцепления от глубины залегания интервала (график построен на основе анализа АКЦ более 140 скважин за период 2010 – 2011 гг.) - Значительно более высокая прочность на сжатие облегченного раствора на основе микросфер по сравнению с обычным облегченным раствором (8,4 МПа за 24 часа против 2,5 МПа за 24 часа) обеспечивает надежную опору для обсадной колонны на всем интервале крепления. Более прочный цемент дает лучшие результаты по сцеплению при анализе данных АКЦ. Даже при низкой температуре в башмаке кондуктора облегченный цемент на основе микросфер набирает прочность 3,1 МПа за 24 часа, чего вполне достаточно для надежной герметизации межколонного пространства (рис. 9). Немаловажную роль в совершенствовании дизайна цементных работ сыграло внедрение нового программного продукта компании Halliburton – iCemSM. Данная программа обладает целым рядом уникальных возможностей и не имеет аналогов в мире. Инструмент iCemSM после ввода исходной информации производит двухмерное гидравлическое моделирование, трехмерное моделирование размещения (рис. 10), а также анализ целостности цементного кольца в любой заданный момент эксплуатации скважины. Во время реальной работы программа также контролирует и визуализирует параметры закачки. Качественно новый подход заключается в том, что программа позволяет провести комплексную оценку альтернатив для выработки максимально обоснованных решений.
 Рис. 9. Зависимость набора прочности цементного камня на сжатие от температуры (за 24 часа)
Рис. 9. Зависимость набора прочности цементного камня на сжатие от температуры (за 24 часа)
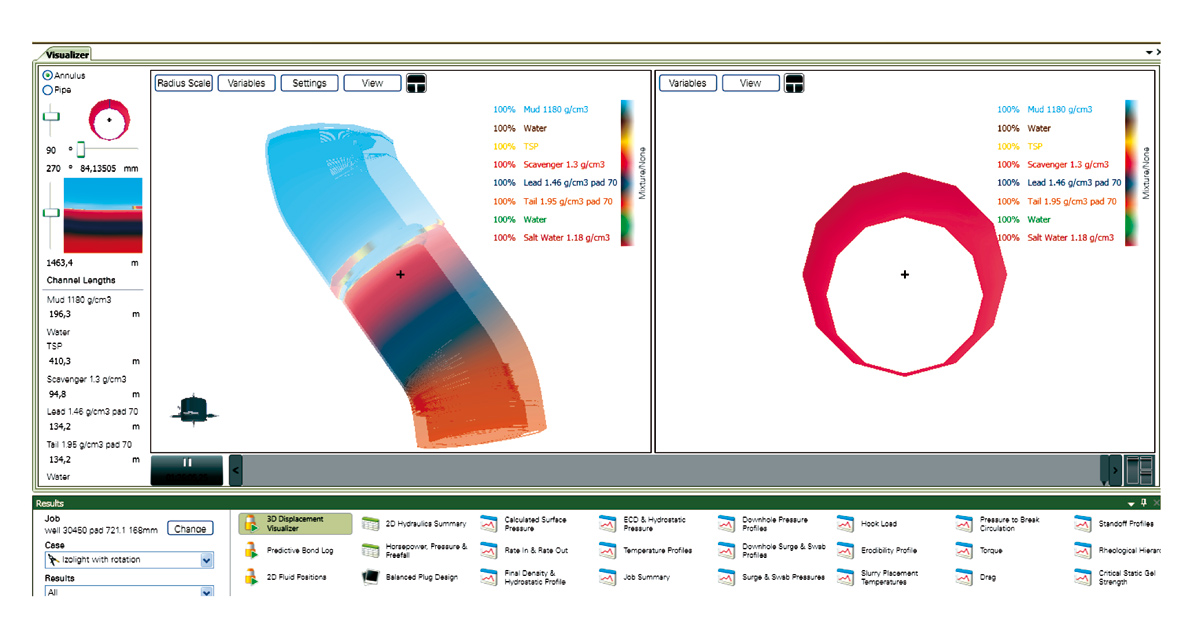
 Рис. 10. Результат 3D моделирования процесса цементирования в программе iCemSM.
Рис. 10. Результат 3D моделирования процесса цементирования в программе iCemSM.
- Основные возможности двухмерного гидравлического моделирования: конструкция геометрии ствола скважины, эквивалентная циркуляционная плотность, динамическая температура, цементный мост, центрация, скручивание и осевые нагрузки на колонну, поршневание и свабирование, удаление бурового раствора и возможность эрозии, реологическое моделирование.
- Основная возможность моделирования в формате 3D заключается в предсказании размещения жидкостей в затрубном пространстве, оценке влияния на качество замещения таких параметров, как: реология бурового, цементного и буферного растворов, вращение/расхаживание обсадной колонны, степень центрации, буферная программа.
- Стресс-анализ цементного кольца за обсадной колонной позволяет моделировать повреждение (радиальное растрескивание, сколовое разрушение, образование микрозазора) во время гидратации, опрессовки, ГРП/глушении, нагнетании, добычи, свабировании.
С каждым годом повышается глубина как эксплуатационных, так и разведочных скважин, геологические условия становятся все более сложными. При таких обстоятельствах чрезвычайно трудно добиться качественного крепления скважин за один цикл замещения бурового раствора цементным, но компания ООО «Газпромнефть-Хантос» совместно с Halliburton на примере Южно-Приобского месторождения доказывает, что данная задача выполнима. В рамках программы по дальнейшему увеличению качества цементирования и повышения долговечности скважин в 2012 г. планируются опытно-промышленные работы с применением азотосодержащих тампонажных систем.




