
Современные тенденции в нефтегазовой отрасли, как и в промышленности в целом, вынуждают компании применять новые технологии для снижения себестоимости. В нефтегазовой отрасли это современные технологии по интенсификации добычи при эксплуатации старого скважинного фонда и последние разработки в сфере строительства новых скважин. Одним из методов интенсификации добычи является бурение бокового ствола скважины. Для данной операции применяется раздвижной фрезер. При строительстве скважины зачастую необходимо получение интервалов, диаметр которых больше, чем основной диаметр ствола скважины. В таких случаях целесообразно использовать раздвижные расширители. И раздвижной фрезер, и раздвижной расширитель могут применяться для проведения ремонтно-изоляционных работ. От надежности инструментов во многом зависит целесообразность производимых работ с экономической точки зрения.
Проблеме надежности работы указанного выше оборудования уделяется много внимания, что ведет к улучшению эксплуатационно-технических характеристик представленных на рынке решений [1]. По данным промысловой статистики компании ООО НПП «БУРИНТЕХ», за последние 8 лет количество операций расширения и фрезерования раздвижным инструментом увеличилось на 314%. Несмотря на значительный прирост числа операций, аварийность инструмента удается постоянно снижать. Это в первую очередь обусловлено анализом накопленных результатов промысловых отработок и применением на их основании новых решений, а также оптимизацией режимов эксплуатации.
Анализируя опыт отработки данных типов оборудования, можно выделить основные аварийные ситуации, связанные с работой инструмента. Для расширителей и фрезеров раздвижных, в зависимости от условий эксплуатации, существует ряд характерных отказов, однако общими для всех типов инструмента являются [2]:
– слом рабочих лопастей;
– срез элементов, фиксирующих рабочие лопасти;
– отворот элементов, фиксирующих рабочие лопасти;
– отказ механизма выдвижения рабочих лопастей;
– отворот оборудования, установленного ниже корпуса расширителя или фрезера раздвижного;
– размыв корпусных деталей.
Среди всех представленных отказов в отечественной и зарубежной литературе меньше всего внимания уделяется проблеме самопроизвольного отворота нижнего центратора. Компании, занимающиеся производством оборудования данных типов, решают данную проблему по-разному. Однако пока не выявлены основные причины отворота элементов оборудования. К тому же способы фиксации резьбового соединения элементов не отличаются таким разнообразием, как конструкции рабочих элементов и механизмов активации, более того, в некоторых случаях данная проблема не решается вовсе.
Авторами статьи рассматривается работа раздвижного фрезера и раздвижного расширителя с точки зрения воздействия на них возникающих в процессе работы вибраций. На основании этого анализируется влияние вибрационных нагрузок на самопроизвольный отворот элементов инструмента.
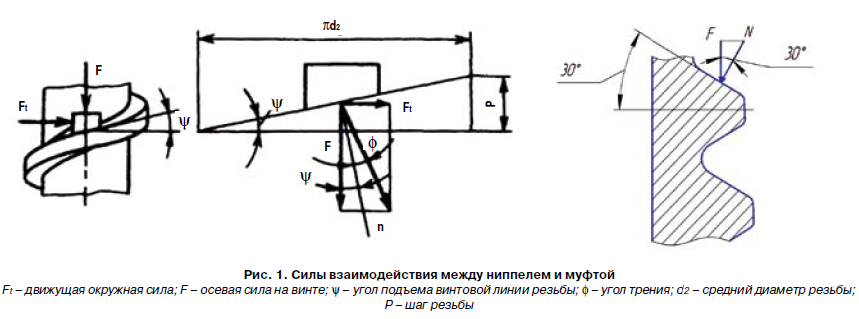
Геометрические характеристики резьбы и силы, действующие в резьбовом соединении, представлены на рис. 1.
Для начала необходимо установить силы, препятствующие отвороту резьбового соединения. Согласно формулам [3], момент, необходимый для отворота резьбового соединения:
Тотв= Тр+Тт, (1)
где Тотв – момент, действующий на отворот соединения;
Тр – момент трения в витках резьбы;
Тт – момент трения на торце.
(2)
где fT – коэффициент трения на торце резьбы; dср – средний диаметр кольца контакта торцов ниппеля и муфты.
Как известно, затяжка резьбового соединения производится согласно ГОСТ28487-90. На основании этого можно определить усилие от предварительной затяжки, действующее в резьбе:
(3)
Аналогичное усилие в соединении действует и при отвороте резьбового соединения. Основываясь на данном суждении, можно определить момент отворота:
(4)
Как видно, основными факторами, влияющими на усилие, необходимое для отворота резьбового соединения, являются момент предварительной затяжки и сила трения в витках и на торце резьбы. Момент предварительной затяжки для резьб, используемых в рассматриваемом инструменте, должен контролироваться и находиться в пределах, указанных в ГОСТ 28487-90. Очевидно, что снижение момента отворота соединения напрямую связано с изменением силы трения в витках резьбы и на торце.
В статье [4] рассматривается влияние вибрации на коэффициент трения и показывается, что основной причиной снижения коэффициента трения являются продольные вибрации. Условие отсутствия проскальзывания тела:
(5)
где m – масса центратора; A – амплитуда колебаний; ω – частота колебаний.
Проанализируем процессы фрезерования и расширения для понимания значимости влияния вибрации.
Фрезерование обсадной колонны
Вибрации в процессе работы раздвижным фрезером возникают из-за фрезерования металла при контакте «резец–металл» и из-за невозможности обеспечения «идеальной» центрации в обсадной колонне. Для анализа процесса самопроизвольного отворота резьбового соединения важны продольные вибрации [4], возникающие, в основном, во время разрушения обсадной колонны режущими лопастями. По данным промысловой статистики получены средние значения начальной длины снятого слоя металла самой распространенной обсадной колонны диаметром 168 мм с толщиной стенки 8,9 мм. Так как «скачок» в осевом направлении наиболее вероятен в момент окончания снятия слоя металла за один зарез, можно с определенными допущениями получить величину частоты вибраций.
Для расчета необходимо значение длины окружности по среднему диаметру кольцевого сечения обсадной колонны, которая согласно известной формуле:
(6)
С учетом среднего значения начальной длины снятого слоя металла число скачков для фрезера за один оборот фрезера:
(7)
Частота вибраций, при условии частоты вращения фрезера 80 оборотов в минуту:
(8)
Средняя величина длины слоя металла, отобранного на устье, как показывает практика, при соблюдении рекомендуемых режимов фрезерования для обсадной колонны диаметром 168 мм группы прочности Д находится в интервале 19 – 31 мм. С учетом коэффициента усадки [5], средняя начальная длина снятого слоя металла для заданных условий равна 13,3 мм. Подставив в формулу все численные значения и проведя расчет, получим значение частоты вибраций, равное 155 Гц.
Амплитуда осевых вибраций раздвижного фрезера, с определенными допущениями, равна глубине фрезерования. Как показала практика, при осевой нагрузке на инструмент, равной 1,5 т, толщина стружки колонны диаметром 168 мм и толщиной стенки 8,9 мм в среднем составляет 1,5 – 2,2 мм. С учетом коэффициента усадки средняя глубина фрезерования 1 мм.
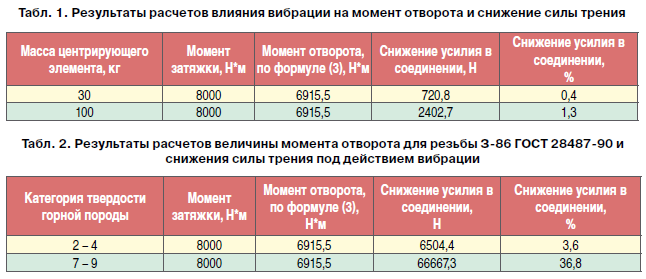
Подставляя полученные значения частоты и амплитуды вибрации в формулу (5), можно оценить значение вибрационных нагрузок на снижение момента, требуемого для отворота. Результаты расчета теоретического значения момента отворота для резьбы З-86 ГОСТ 28487-90 и снижения силы трения под действием вибрации представлены в табл. 1.
Согласно расчетам, снижение силы трения для стандартной компоновки фрезера составляет 0,4%. В случае применения дополнительных удлиняющих элементов для обеспечения лучшей центрации инструмента снижение составляет 1,3%.
Расширение ранее пробуренной скважины
В работе [6] рассматривается вопрос вибронагруженности глубинного оборудования для бурения скважин. Авторами получена формула для определения зависимости времени отскока долота от угловой скорости вращения нижней части вибронагруженной бурильной колонны:
(9)
По формуле (9) проведены подсчеты для долота и долота с амортизатором при работе с турбобуром. Формула может применяться и для расчета вибронагруженности при работе раздвижным расширителем. Однако необходимо заменить некоторые данные. Массу расширителя возьмем равной 150 кг, частоту вращения расширителя – 60 – 80 оборотов в минуту, момент инерции долота заменим на момент инерции расширителя (вычисление по формуле так же, как и в статье [6], выполнено с помощью программы MathCAD 2000). В результате при средней скорости вращения расширителя, равной 70 оборотов в минуту, время отскока в твердых породах составляет 0,0015 с, а для мягких пород – 0,0062 с.
Амплитуда вибрации при бурении – величина, зависящая от множества факторов, в среднем, согласно данным [7, 8, 9], ее значение составляет от 2 мм до 35 мм, однако учитывая специфику работы раздвижного расширителя, его габариты и массу, а также то, что расширение ведется в пластах, предварительно пробуренных долотом меньшего диаметра, возьмем амплитуду колебания 3 мм для твердых пород и 5 мм для мягких. Выбор небольшой величины амплитуды обоснован еще и тем, что расчет ведется для оценки минимального воздействия вибрации, так как необходимо доказать, что даже такое воздействие значительно. На основании полученных данных о частоте вибрации и принятого допущения об амплитуде вибрации можно провести анализ снижения величины момента отворота резьбового соединения в процессе работы. Результаты расчета теоретического значения момента отворота для резьбы З-86 ГОСТ 28487-90 и снижения силы трения под действием вибрации представлены в табл. 2.
Результаты расчетов показали, что снижение силы трения в резьбовом соединении во время работы в мягких породах составляет менее 3,6%. В случае работы в твердых породах – 36,8%.
Выводы
На основании произведенного анализа можно сделать следующие выводы:
– вибрационные нагрузки снижают величину силы трения в резьбовом соединении, а следовательно, и момента, необходимого для отворота резьбового соединения;
– снижение силы трения в резьбовом соединении раздвижного фрезера, даже в компоновке с удлиненным центратором, незначительно. Даже с учетом определенного поправочного критерия, учитывающего работу по цементному камню, необходимы значительные инерционные нагрузки для создания момента, необходимого для отворота соединения;
– снижение силы трения в резьбовом соединении раздвижного расширителя, даже для минимального значения высоты отскока (амплитуды), значительно, особенно при работе в породах средней твердости и твердых породах. Расчеты показали, что при увеличении амплитуды колебания инструмента выше минимальных значений достаточно небольшого момента инерции для самопроизвольного отворота центратора.

