| Журнал входит в перечень ВАК |
+7(901) 519-13-33, +7(925) 384-93-11, тел./факс: +7(499) 613-93-17  |
|
|
|
Неразрушающий контроль резьбы бурильных труб
Non-destructive control over drilling pipes’ thread
P. SOLOMENCHUK, JSC «CONSTANTA»
M. KOROTEEV, National mineral resources university (University of mines)
В статье описаны некоторые опасные дефекты, возникающие в замковой резьбе, проведен критический обзор видов неразрушающего контроля резьбы, описан способ вихретокового контроля резьбы с применением тангенциальных преобразователей.
The cracks in tool-joint thread are described in the article. Types for nondestructive thread inspection are overviewed. A method of eddy-current tread inspection with tangential probe is described.
Резьбовое соединение является наиболее нагруженным элементом в бурильной колонне. Особенности конструкции замковой резьбы учитывают большие статические и динамические нагрузки, возникающие при ее эксплуатации, при этом переменный по высоте профиль резьбы создает естественные концентраторы механических напряжений и очаги возникновения усталостных трещин (рис. 1). 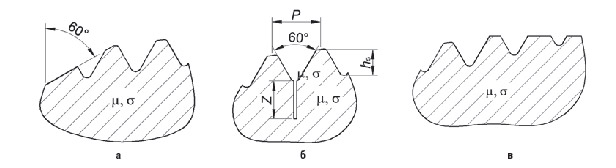 Рис. 1. Резьба с моделью дефекта (трещины). P – шаг резьбы, hS – высота профиля, Z – глубина трещины во впадине резьбы. Профиль резьбы на участке захода (а); в средней части резьбы (б); на участке сбега (в) Возникающие при эксплуатации напряжения принимают максимальное значение в последних трех витках резьбы возле сбега [1]. Данные, полученные моделированием [2], подтверждают статистику отказов и выхода из строя труб вследствие возникновения и развития трещин в резьбе [3].

На рис. 2 представлен отрезок ниппельного конца трубы, бывшей в употреблении. 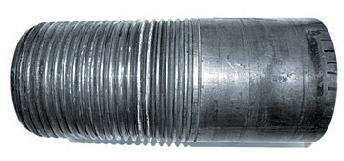 Рис. 2. Труба с резьбой ∅88х123, бывшая в употреблении  Рис. 3. Трещина в витке 13-14 крупным планом Невооруженным взглядом можно обнаружить протяженную трещину в 13 – 14 витках. На рис. 3 представлена фотография этой трещины крупным планом.
Обнаруженная трещина имеет большое раскрытие и хорошо видна, однако это не единственный дефект, образовавшийся в резьбе во время эксплуатации трубы.
На рис. 4 представлены фотографии дефектов, обнаружение которых визуальными методами практически невозможно.
Показанные дефекты, в частности трещины в витке 16, могут увеличиваться в размере и привести к обрыву резьбы. 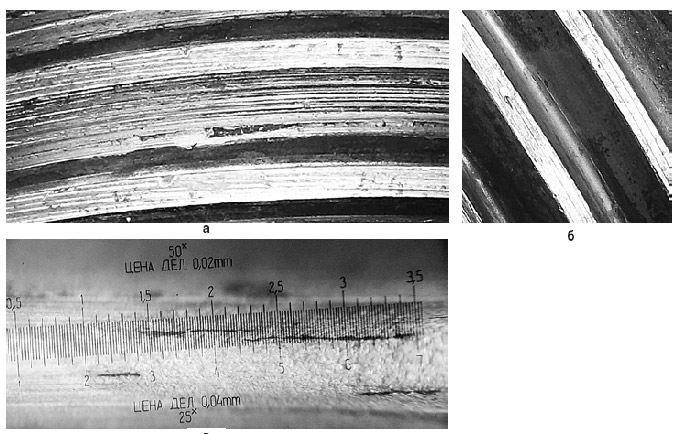 Рис. 4. Фотографии дефектов, выявляемых средством неразрушающего контроля: а) прихват в витке 11 – 12, б) группа трещин в витке 16; в) группа трещин в витке 16 (использован микроскоп МПБ-3 с 50-кратным увеличением) Нормативные документы [4] и [5] предписывают применение магнитопорошкового и ультразвукового методов неразрушающего контроля (НК) резьбы. Ультразвуковыми средствами НК обеспечено выявление трещин, глубиной от 3 мм, а для труб УБТ – от 5 мм, чего явно недостаточно. Магнитопорошковым методом с применением магнитолюминесцентной суспензии обеспечивается выявление трещин глубиной от 0,1 мм, однако трудоемкость метода не позволяет производить НК 100% резьбовых концов труб. Помимо этого невозможен НК немагнитных труб. Следует указать на необходимость применения при ультразвуковом или магнитном контроле расходных материалов, таких как контактная жидкость и магнитолюминесцентная суспензия.
Вихретоковые средства НК во многом лишены указанных недостатков. Вихретоковые методы позволяют проводить НК резьбы как ферромагнитных, так и немагнитных труб. Вихретоковый вид НК основан на анализе взаимодействия электромагнитного поля вихретокового преобразователя (ВТП) с электромагнитным полем вихревых токов, наводимых в объекте контроля (ОК). Традиционно применяемые в промышленности ВТП с круговыми обмотками мало подходят для контроля резьбы, ввиду сильного влияния сложной формы профиля резьбы и переменной высоты профиля замковой резьбы возле сбега. По этой причине в составе вихретокового дефектоскопа «Константа ВД1» применяются ВТП с тангенциальным возбуждением вихревых токов.
На рис. 5 изображена модель картины распределения плотности вихревых токов тангенциального ВТП с обмотками, повторяющими форму впадины резьбы. 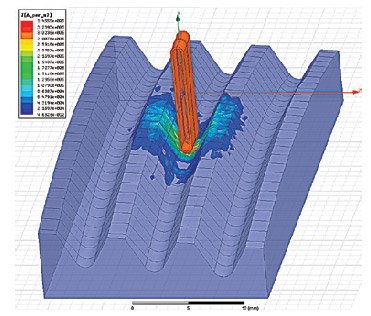 Рис. 5. Модель картины распределения плотности вихревых токов тангенциального ВТП с обмотками, повторяющими форму впадины резьбы Распределение плотности вихревых токов определяет чувствительность ВТП к свойствам ОК в объеме протекания вихревых токов [6]. Изменение свойств ОК в зоне максимальной плотности вихревых токов обуславливает максимальную чувствительность ВТП к этим изменениям. ВТП, изображенный на рис. 5, будет максимально чувствителен к параметрам впадины, в частности к усталостным трещинам во впадине резьбы. Параметры вершин резьбы, в частности высота и форма профиля резьбы, на его сигналы оказывает существенно меньшее воздействие. Этот фактор является особенно актуальным при контроле конической резьбы, так как именно на участке сбега, в зоне, где наблюдается изменение высоты и формы профиля резьбы, чаще всего возникают усталостные трещины.
Для исключения контакта ВТП с поверхностью резьбы, а следовательно, для исключения износа и повреждения ВТП применяется удерживающее приспособление – каретка [7]. Каретка обеспечивает удержание ВТП над центром впадины резьбы за счет базирования своими колесами за боковые стороны резьбы. При этом обеспечивается НК резьбы даже в том случае, если впадина резьбы плотно забита грязью, песком, парафинами. Каретка предназначена для контроля замковой резьбы по любого профиля [8], как наружной, ниппельной резьбы, так и внутренней – муфтовой резьбы. Каретка может быть снабжена пружинящей скобой, удерживающей ее на ниппеле. 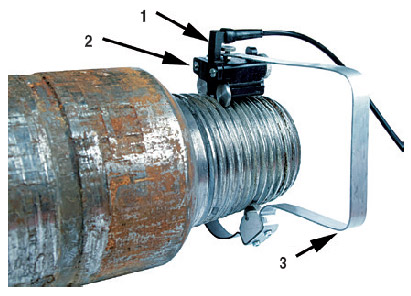 Рис. 6. Каретка ККЗ-4 с преобразователем ПФ-Р4-1х3-Fe, удерживаемая на отрезке ниппельного конца бурильной трубы пружинящей скобой: 1) вихретоковый преобразователь ПФ-Р4-1х3-Fe; 2) каретка ККЗ-4; 3) пружинящая скоба ССН-45-90 На рис. 6 изображен муфтовый конец бурильной трубы, на который установлена каретка ККЗ-4 с преобразователем ПФ-Р4-1х3-Fe. Каретка удерживается на резьбе трубы пружинящей скобой ССН-45-90.
Метрологическое обеспечение НК резьбы вихретоковым методом представлено набором контрольных образцов (рис. 7).  Рис. 7. Контрольные образцы дефектов резьбы:
а) КО-102Н-IV-3, изготовлен из ферромагнитной стали 40Х,
б) КО-102Н-IV-4, изготовлен из немагнитной стали Контрольные образцы представляют собой имитаторы резьбовой канавки, во впадине которой методом электроэрозии нанесены искусственные дефекты типа прорези. Прорези имитируют трещины глубиной 0,3 мм, 0,5 мм; 1,0 мм и 2,0 мм, что позволяет обеспечить контроль диапазона и погрешности измерения глубины трещин [9]. Круговая форма имитатора резьбовой канавки, вместо спиральной канавки резьбы, обеспечивает изготовление прорези и измерение ее размеров с высокой точностью.
При сканировании резьбы отрезка трубы, показанного на рис. 2, с применением дефектоскопа «Константа ВД1» были обнаружены все дефекты во впадине резьбы, их размеры были измерены. На рис. 8 представлена дефектограмма сканирования указанной резьбы. 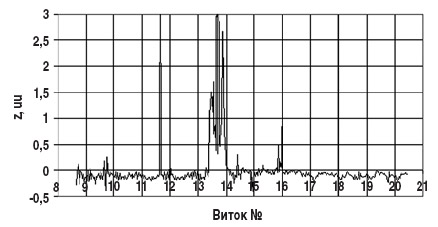 Рис. 8. Дефектограмма сканирования трубы с резьбой ∅88х123 На дефектограмме отчетливо видны 3 группы дефектов:
1) Виток 11 – 12 – остаток прихвата (рис. 4а) внешне напоминает прокатную плену. Вероятно, образовался при развинчивании «прихватившей» резьбы. Направление «языка» плены – в сторону развинчивания. Размеры дефекта: протяженность 7 мм, из них 3 мм закрыты «языком», глубина эквивалентна трещине, глубиной превышающей 2 мм.
2) Виток 13 – 14 – трещина (рис. 3). Размеры трещины: протяженность 130 мм, глубина колеблется от 0,5 до значения, превышающего 2 мм.
3) Виток 16 – группа из четырех трещин (рис. 4б, 4в). Размеры: общая протяженность трещин 2,5 мм, глубина колеблется от 0,5 до 0,8 мм.
Совокупное влияние мешающих параметров приводит к появлению ложных сигналов, эквивалентных ±0,2 мм.
Продемонстрированные результаты обосновывают применение вихретоковых методов НК замковой резьбы бурового оборудования. Применение тангенциальных ВТП позволяет выявить трещины глубиной от 0,1 мм и измерять их глубину в диапазоне от 0,3 мм до 2,0 мм на фоне влияния мешающих параметров. Трещины глубиной более 2,0 мм выявлены будут, однако их глубина может быть измерена весьма грубо. Обеспечен контроль резьбы труб, изготовленных как из ферромагнитных, так и из немагнитных сплавов.
Технические характеристики вихретокового дефектоскопа «Константа ВД1» с преобразователями для контроля резьбы приведены в табл. 1. Табл. 1. Технические характеристики преобразователей дефектоскопа «Константа ВД1» для контроля замковой резьбы 
- Семин В.И. Современные методы проектирования резьбовых соединений труб нефтегазового сортамента для строительства скважин: дисс. … д-ра техн. наук. Москва, 2005.
- Языков В.А. Конечно-элементный анализ напряженно-деформированного состояния резьбового соединения // Вестник ТОГУ. 2007. № 1 (4). Технические науки. С. 111 – 118.
- Лачинян Л.А. Конструирование, расчет и эксплуатация бурильных геологоразведочных труб и их соединений. М.: Недра, 1975. 232 с.
- РД 39-2-787-82. Методика дефектоскопии концов бурильных труб [Текст]. Утв. М-вом нефтяной промышленности 28.09.1982, ввод в действие с 01.11.1982. Куйбышев: Б.н., 1983, 19 с.
- РД 39-12-1150-84. Технология неразрушающего контроля вертлюгов [Текст]. Утв. М-вом нефтяной промышленности 22.08.1984, ввод в действие с 01.10.1984. Куйбышев: Б.н., 1984, 24 с.
- Коротеев М.Ю., Соломенчук П.В. Вихретоковый контроль резьбы оборудования нефтегазовой отрасли // Экспозиция нефть газ. 2011. №4/Н (16) август. С. 4 – 8.
- Неразрушающий контроль: справ. в 8 томах / Под ред. В.В. Клюева. М.: Машиностроение, 2006. Т. 2. 687 с.
- ГОСТ Р 50864-96. Резьба коническая замковая для элементов бурильных колонн. Профиль, размеры, технические требования / Введ. 1997-01-01. М.: ИПК Изд-во стандартов, 1996. 35 с.
- Потапов А.И., Соломенчук П.В., Сясько В.А. Обеспечение достоверности при неразрушающем вихретоковом контроле резьбы с использованием тангенциальных преобразователей // Известия высших учебных заведений. Машиностроение, 2012. №9. МГТУ им. Н. Э. Баумана. С. 58 – 64.
Комментарии посетителей сайта
|

Соломенчук П.В.
к.т.н., начальник сектора приборов электромагнитного контроля
ЗАО «КОНСТАНТА»

Коротеев М.Ю.
аспирант
ФГБОУ «Национальный минерально-сырьевой университет «Горный» (г. Санкт-Петербург)
Ключевые слова: контроль резьбы, вихретоковый, трещины в резьбе, неразрушающий контроль Keywords: thread inspection, eddy current, cracks in the thread, non-destructive testing
Просмотров статьи: 17074
|
